新闻中心News Center
- 公司新闻
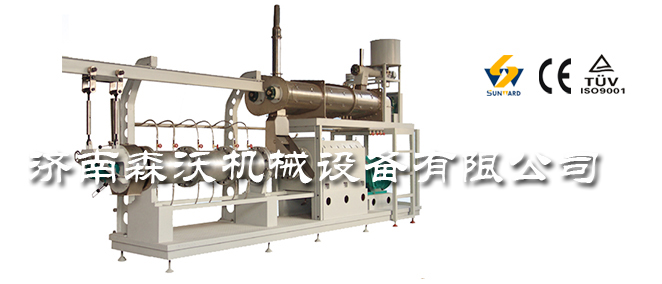
膨化设备生产线的组成和各部分功能
发布时间:2016/06/26
膨化设备生产线的主要是由:电控装置、喂料器 、调质器、挤压部分又分( 膨化腔、汽塞、螺杆、蒸汽系统 、出料装置、切割装置)下面介绍一下各个部分的功能:
1 、电控装置
由于膨化原料的特性不同,膨化机的产量差距很大,喂料器和切刀的转速应可调。
控制柜应安装在现场,便于操作员随时调整。
2、喂料器
喂料器上方一般接缓冲仓,以储存一定量的物料,仓内物料在喂料器的推送下,连续均匀的进入调制器。
膨化机一般采用螺旋喂料器,进料段常采用变径或变距螺旋,以保证缓冲仓出口均匀卸料。螺旋的直径和螺距,应与膨化机的生产率相适应,以避免供料波动。
一般喂料器的转速要高于 100RPM ,尽量减少低速引起的供料波动现象。喂料器的转速应可调,调速开关应当设置在膨化机的操作现场,操作员可根据膨化机主机电流和工作状况随时调整喂料量。
3 、调质器
调质器是一种将蒸汽和液体等添加剂与原料充分混合的机械装置。
调质器可改善物料的膨化性,提高产量,降低能耗,提高膨化机螺旋、气塞、膨化腔的寿命。通过调质,物料得以软化,更具可塑性,避免了在膨化过程中大量的机
械能转变为热能,同时减缓了螺旋、气塞、膨化腔的磨损。
调质器品种繁多,有 单轴桨叶式调质器、蒸汽夹套调质器 、双轴异径差速浆叶式调质器等。目前市场上的膨化机三种形式的调质器均有。一般济南森沃膨化机采用单轴桨叶式调质器或蒸汽夹套调质器,水产膨化机采用双轴异径差速浆叶式调质器。
调质器主要有外腔和浆叶式转子组成。为了维持调质器内有适量的物料,从而提供足够的时间使蒸汽与物料充分混合,进而被物料吸收,浆叶的角度应可调, 一般单轴浆叶式调质器转速不应低于 150r/min ,最低不低于 100r/min 。
双轴异径差速浆叶式调质器单独通过对其浆叶角度的调节可以使调质时间在几十秒至 240
秒内变动,所以一般工作中不需要改变桨叶轴的转速,浆叶角度的调节可以从入料口处调质器长度方向上 1/3
以后的浆叶开始,如需增加调质时间,可增加大径低速正浆叶片与桨叶轴的夹角。双轴异径差速浆叶式调质器虽然粘壁滞留现象有所改善,但是有的物料粘壁滞留现
象还是比较严重,此时可以适当减小小径高速反浆叶片与搅动轴的的夹角,以此来加剧反浆叶片对粉料的逆向搓动,减少残留量。
4 、挤压部件
挤压部件是膨化机的主要工作部件,包括:膨化腔、螺杆、气塞和揉切块等机械部件。
在单螺杆挤压腔中物料基本上紧密围绕在螺杆的周围,呈螺旋形的连续带状,螺杆转动时物料沿着螺旋就像螺母一样向前移动 ,
但当物料与螺杆的摩擦力大于物料与机筒的摩擦力时 , 物料将与螺杆产生共转 ,
这就不能实现对物料的向前挤压和输送作用了。当物料的水分、油分越高,这种趋势就越明显。为避免这些问题,现在大多数的单螺杆挤压膨化机采用分段式,单、双螺旋,压力环与捏合环交错排列的组合螺杆和内壁开槽机筒,以适应机腔内物料的变化情况。
(1)、膨化腔:
为便于所需要配置件的更换及保养,膨化腔
一般是组装成的。膨化腔为圆筒状,为增大与物料的摩擦剪切力,与螺杆仅有少量的间隙。膨化腔内壁有直沟型和螺旋沟型。直沟型有剪切、搅拌作用,一般位于挤
压机膛中段;螺旋沟型有助于推进物料,通常位于进料口部位,靠近模板的节段也设计成螺旋沟,使模板压力和出料保持均匀。膨化腔也可做成夹套型,便于通入蒸
汽或冷却水。为便于操作,一般在膨化腔上安装压力传感器和温度表。
(2)、螺杆:
螺杆是膨化机的最主要配件之一,螺杆的质量是衡量膨化机质量的主要指标。目前市场上的螺杆材质主要有: 38 铬钼铝、高铬铸铁、不锈钢及合金钢渗碳、渗氮、渗碳化钨处理。不同的材质,耐磨性不同,价格差距很大。济南森沃机械用的螺杆是38 铬钼铝。
表示螺杆结构的参数主要有:直径、螺距、根径、螺旋角和叶片断面结构。
螺杆分单头螺杆和多头螺杆。
(3)、汽塞:
汽塞没有传输能力,对物料的流动起阻挡作用,当物料从一个螺旋传送到另一个螺旋时,汽塞可使物料内外翻转,伴随着流动和混合。
汽塞可以产生高低不同的剪切区域,有很强的剪切和揉搓效果,对通过的物料有强烈的摩擦作用,升温效果显著。
通常通过改变汽塞的使用数量和直径来得到不同膨化度的产品。
(4)、出料装置
膨化设备的出料装置是产品通过膨化机的最后关卡,对产品的形状、质地、密度及外观特征及其膨化机的生产量有很大影响。
膨化机的出料通常有单孔出料、环隙出料及模孔出料三种形式。
出料模的特性:
饲料用膨化机的出料模常采用经处理的钢模;
饲料用膨化机的工作压力一般在 21 - 175kgf/cm ;
模孔对物料应有适当的控制,以保证足够长度的膨化腔被充满。
(5)、切割装置
膨化机常用的切割装置有三种 ;
同步切刀:装在膨化机主轴上的切刀;
异步切刀:由单独动力驱动的切刀;
截断切刀:用于切段较长或慢速挤压的场合。
通常在操作之前就调整好切刀与压模的间隙,刀片位置可以个别调整;对成型要求较高的场合,一般采用弹簧刀片,刀片与模面保持接触。
(6)、蒸汽系统
蒸汽是调质时水分和热量的来源,因此其质量的好坏直接影响调质的效果,浆叶式调质器在安装时必须合理的设计蒸汽管路,使用稳定可靠的蒸汽减压阀和疏水
阀,保证进入调质器的是压力稳定的干饱和蒸汽;蒸汽应从切线进入调质器,沿轴向喷出使之与粉料混合更强烈;蒸汽方向不可垂直对着调质器轴,那样不仅达不到
好的混和效果,反而使蒸汽对调制质器轴产生 “ 汽蚀 ”
而割断调质器轴。调质时根据原料和配方以及气候的变化选用合适的蒸汽压力和添加量,湿度大的季节、原料水分含量高时应适当提高蒸汽压力,减少蒸汽添加量;
干燥季节、原料水分含量低时应降低蒸汽压力、增加蒸汽添加量;夏天室温较高可降低蒸汽压力,因为低压蒸汽释放热量和水分更为迅速;冬季气温低可提高蒸汽压
力,增强调质温度,减少蒸汽管道中的冷凝水,有助于粉料的熟化。
蒸汽压力不低于 5 - 7kgf/cm ;一般蒸汽供应量为干物料处理量的 10 %。
济南森沃机械设备有限公司是专业生产膨化设备的厂家,我公司其它设备有:食品膨化设备、观赏鱼饲料设备、组织蛋白生产线、宠物食品生产线、浮水鱼饲料生产线、膨化饲料生产线、营养米加工设备、玉米人造米设备、变性淀粉生产线、夹心食品生产线、膨化休闲食品生产线、油炸膨化食品生产线、粟米条生产线、早餐谷物生产加工设备、膨化营养粉生产线、面包糠膨化机等膨化设备和辅助设备。